骨架油封生產流程
2017-07-20
骨架油封作為旋轉軸唇形密封圈(通常稱為油封)因具有結構簡單、拆裝方便,密封可靠等特點而被廣泛使用,因而,對其研究也越來越深人,從而極大地提高了油封的使用性能。近年來,隨著機械、車輛、航空等工業的高速發展,對油封的使用性能也提出了越來越高的要求。
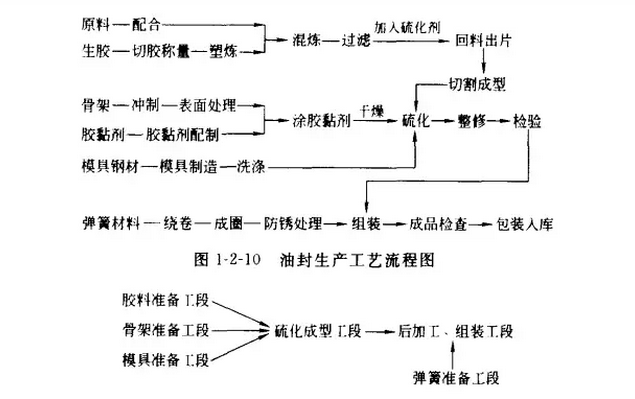
骨架油封的生產流程大體上由以下六個工段組成:膠料準備工段,模具準備工段,骨架準備工段;彈簧準備工段,產品硫化成型工段,后加工組裝工段。因此,其工藝流程基本組成。

1.膠料準備工段 該工段的主要工序如下:
原材料-人廠檢驗-配料-混煉-過濾-加入硫化劑-膠料檢驗-預成型按上述工序,原材料經人廠檢驗合格后,可進行配料混煉。混煉時可根據生產需要選用開煉機或密煉機。一般混煉膠要進行過濾。為了防止膠料焦燒,硫化劑在膠料過濾后加人,這就是所謂的兩段法混煉。實際上,有些廠家在生產中采用一段法混煉,所有配合劑在過濾前全部加入,在過濾時控制工藝條件或在配方中考慮防止焦燒。這種方法也有一定的優點,主要是簡化了工序,減少了膠料二次污染的可能性。需要強調的是,膠料檢驗在油封生產工藝中是一道重要的工序,也是控制油封質量的主要手段之一。另外,膠料的預成型也是油封生產工藝的關鍵工序。傳統的工藝方法是在開煉機上將膠料制備成一定厚度的膠片,然后再根據要求裁斷成具有一定形狀和重量的半成品。目前,專業油封生產廠家均采用精密預成型機直接成型。與傳統方法相比.其效率高.半成品形狀和重量控制精確(詳情參考下圖)。
 2.模具的準備工段
油封模具與其他橡膠密封件模具的加工、處理工序一樣。通常,坯料要進行鍛壓,以消除其內應力,然后進行調質、熱處理理,根據需要模具有時還要進行型腔表面處理。如表面氮化或鍍硬鉻。
3.骨架準備工段
骨架準備工段包括骨架沖壓和骨架表面處理,骨架沖壓一般采用一次沖壓,對外骨架和組合骨架需采用多級沖壓,有時還需要進行精加工處理。
骨架的表面處理主要是為了使金屬骨架與橡膠良好地粘接.
常用的方法不外乎以下幾種:
① 除油(堿處理)——干法噴砂——清洗——于燥——涂膠粘劑;
② 濕法噴砂——清洗——干燥——涂膠粘劑;
③ 脫脂、除油——酸洗——磷化——涂膠粘劑。
傳統工藝是分步間歇操作,除噴砂機為標準設備外,其他設備均為非標準設備。近年來,國內不少廠家設置了骨架處理連續生產線,如濕法噴砂裝置,酸洗,磷化生產線等。在骨架表面處理中所用的脫脂劑、磷化劑、酸洗液、膠粘劑等在國內均有銷售,使用時可根據需要直接采購。
4.彈簧準備工段
油封彈簧是將鋼絲置于繞簧機上繞制而成。彈簧鋼絲在繞圈狀態下,斷面處于不同位置,其變形也不一致.外部受拉.內部受壓口也就是說,鋼絲存在一定的變形應力,致使彈簧尺寸不穩定,彈性差別較大。所以,繞制好的彈簧需進行熱處理。熱處理的方法就是將繞制好的彈簧放在油(防銹油或氣缸油等)中加熱浸漬,作應力回火和防銹處理口
5.產品硫化成型工段
骨架油封硫化設備通常有普通平板硫化機、抽真空自動平板硫化機、橡膠注壓機等。實際生產中的硫化成型條件因產品規格、膠料等而各異。目前生產廠所追求的是在保證產品質量的前提下,盡可能采用高溫短時間硫化成型工藝。
6.后加工組裝工段
硫化成型完的油封需進行膠邊修整,尤其是油封的唇口是決定產品性能和使用壽命的關鍵部位,常常需要進行修整。根據油封模具結構,主唇口常有如圖下圖所示的幾種結構:即全切唇口(全切〕、局部切唇(半切)、模壓唇口。模壓唇口產品是采用無邊模具來實現的,產品可用撕邊方法來修整。全切和半切唇口產品需采用修邊機(切口機)來修整。切口機國內外均有標準設備出售。外骨架油封、組合油封的骨架修整和扣壓,一般是在非專用工裝設備上進行。作為油封生產的最后一道工序,就是配裝彈簧,國內大部分廠家是手工操作,但也有個別廠家引進國外的自動裝簧機。
2.模具的準備工段
油封模具與其他橡膠密封件模具的加工、處理工序一樣。通常,坯料要進行鍛壓,以消除其內應力,然后進行調質、熱處理理,根據需要模具有時還要進行型腔表面處理。如表面氮化或鍍硬鉻。
3.骨架準備工段
骨架準備工段包括骨架沖壓和骨架表面處理,骨架沖壓一般采用一次沖壓,對外骨架和組合骨架需采用多級沖壓,有時還需要進行精加工處理。
骨架的表面處理主要是為了使金屬骨架與橡膠良好地粘接.
常用的方法不外乎以下幾種:
① 除油(堿處理)——干法噴砂——清洗——于燥——涂膠粘劑;
② 濕法噴砂——清洗——干燥——涂膠粘劑;
③ 脫脂、除油——酸洗——磷化——涂膠粘劑。
傳統工藝是分步間歇操作,除噴砂機為標準設備外,其他設備均為非標準設備。近年來,國內不少廠家設置了骨架處理連續生產線,如濕法噴砂裝置,酸洗,磷化生產線等。在骨架表面處理中所用的脫脂劑、磷化劑、酸洗液、膠粘劑等在國內均有銷售,使用時可根據需要直接采購。
4.彈簧準備工段
油封彈簧是將鋼絲置于繞簧機上繞制而成。彈簧鋼絲在繞圈狀態下,斷面處于不同位置,其變形也不一致.外部受拉.內部受壓口也就是說,鋼絲存在一定的變形應力,致使彈簧尺寸不穩定,彈性差別較大。所以,繞制好的彈簧需進行熱處理。熱處理的方法就是將繞制好的彈簧放在油(防銹油或氣缸油等)中加熱浸漬,作應力回火和防銹處理口
5.產品硫化成型工段
骨架油封硫化設備通常有普通平板硫化機、抽真空自動平板硫化機、橡膠注壓機等。實際生產中的硫化成型條件因產品規格、膠料等而各異。目前生產廠所追求的是在保證產品質量的前提下,盡可能采用高溫短時間硫化成型工藝。
6.后加工組裝工段
硫化成型完的油封需進行膠邊修整,尤其是油封的唇口是決定產品性能和使用壽命的關鍵部位,常常需要進行修整。根據油封模具結構,主唇口常有如圖下圖所示的幾種結構:即全切唇口(全切〕、局部切唇(半切)、模壓唇口。模壓唇口產品是采用無邊模具來實現的,產品可用撕邊方法來修整。全切和半切唇口產品需采用修邊機(切口機)來修整。切口機國內外均有標準設備出售。外骨架油封、組合油封的骨架修整和扣壓,一般是在非專用工裝設備上進行。作為油封生產的最后一道工序,就是配裝彈簧,國內大部分廠家是手工操作,但也有個別廠家引進國外的自動裝簧機。

1.膠料準備工段 該工段的主要工序如下:
原材料-人廠檢驗-配料-混煉-過濾-加入硫化劑-膠料檢驗-預成型按上述工序,原材料經人廠檢驗合格后,可進行配料混煉。混煉時可根據生產需要選用開煉機或密煉機。一般混煉膠要進行過濾。為了防止膠料焦燒,硫化劑在膠料過濾后加人,這就是所謂的兩段法混煉。實際上,有些廠家在生產中采用一段法混煉,所有配合劑在過濾前全部加入,在過濾時控制工藝條件或在配方中考慮防止焦燒。這種方法也有一定的優點,主要是簡化了工序,減少了膠料二次污染的可能性。需要強調的是,膠料檢驗在油封生產工藝中是一道重要的工序,也是控制油封質量的主要手段之一。另外,膠料的預成型也是油封生產工藝的關鍵工序。傳統的工藝方法是在開煉機上將膠料制備成一定厚度的膠片,然后再根據要求裁斷成具有一定形狀和重量的半成品。目前,專業油封生產廠家均采用精密預成型機直接成型。與傳統方法相比.其效率高.半成品形狀和重量控制精確(詳情參考下圖)。
2.模具的準備工段
油封模具與其他橡膠密封件模具的加工、處理工序一樣。通常,坯料要進行鍛壓,以消除其內應力,然后進行調質、熱處理理,根據需要模具有時還要進行型腔表面處理。如表面氮化或鍍硬鉻。
3.骨架準備工段
骨架準備工段包括骨架沖壓和骨架表面處理,骨架沖壓一般采用一次沖壓,對外骨架和組合骨架需采用多級沖壓,有時還需要進行精加工處理。
骨架的表面處理主要是為了使金屬骨架與橡膠良好地粘接.
常用的方法不外乎以下幾種:
① 除油(堿處理)——干法噴砂——清洗——于燥——涂膠粘劑;
② 濕法噴砂——清洗——干燥——涂膠粘劑;
③ 脫脂、除油——酸洗——磷化——涂膠粘劑。
傳統工藝是分步間歇操作,除噴砂機為標準設備外,其他設備均為非標準設備。近年來,國內不少廠家設置了骨架處理連續生產線,如濕法噴砂裝置,酸洗,磷化生產線等。在骨架表面處理中所用的脫脂劑、磷化劑、酸洗液、膠粘劑等在國內均有銷售,使用時可根據需要直接采購。
4.彈簧準備工段
油封彈簧是將鋼絲置于繞簧機上繞制而成。彈簧鋼絲在繞圈狀態下,斷面處于不同位置,其變形也不一致.外部受拉.內部受壓口也就是說,鋼絲存在一定的變形應力,致使彈簧尺寸不穩定,彈性差別較大。所以,繞制好的彈簧需進行熱處理。熱處理的方法就是將繞制好的彈簧放在油(防銹油或氣缸油等)中加熱浸漬,作應力回火和防銹處理口
5.產品硫化成型工段
骨架油封硫化設備通常有普通平板硫化機、抽真空自動平板硫化機、橡膠注壓機等。實際生產中的硫化成型條件因產品規格、膠料等而各異。目前生產廠所追求的是在保證產品質量的前提下,盡可能采用高溫短時間硫化成型工藝。
6.后加工組裝工段
硫化成型完的油封需進行膠邊修整,尤其是油封的唇口是決定產品性能和使用壽命的關鍵部位,常常需要進行修整。根據油封模具結構,主唇口常有如圖下圖所示的幾種結構:即全切唇口(全切〕、局部切唇(半切)、模壓唇口。模壓唇口產品是采用無邊模具來實現的,產品可用撕邊方法來修整。全切和半切唇口產品需采用修邊機(切口機)來修整。切口機國內外均有標準設備出售。外骨架油封、組合油封的骨架修整和扣壓,一般是在非專用工裝設備上進行。作為油封生產的最后一道工序,就是配裝彈簧,國內大部分廠家是手工操作,但也有個別廠家引進國外的自動裝簧機。

